Task
An ice cream manufacturer needed to equip two new ice cream production facilities with modern conveyor lines for packaging and transportation of products to the freezer warehouse.
Solution
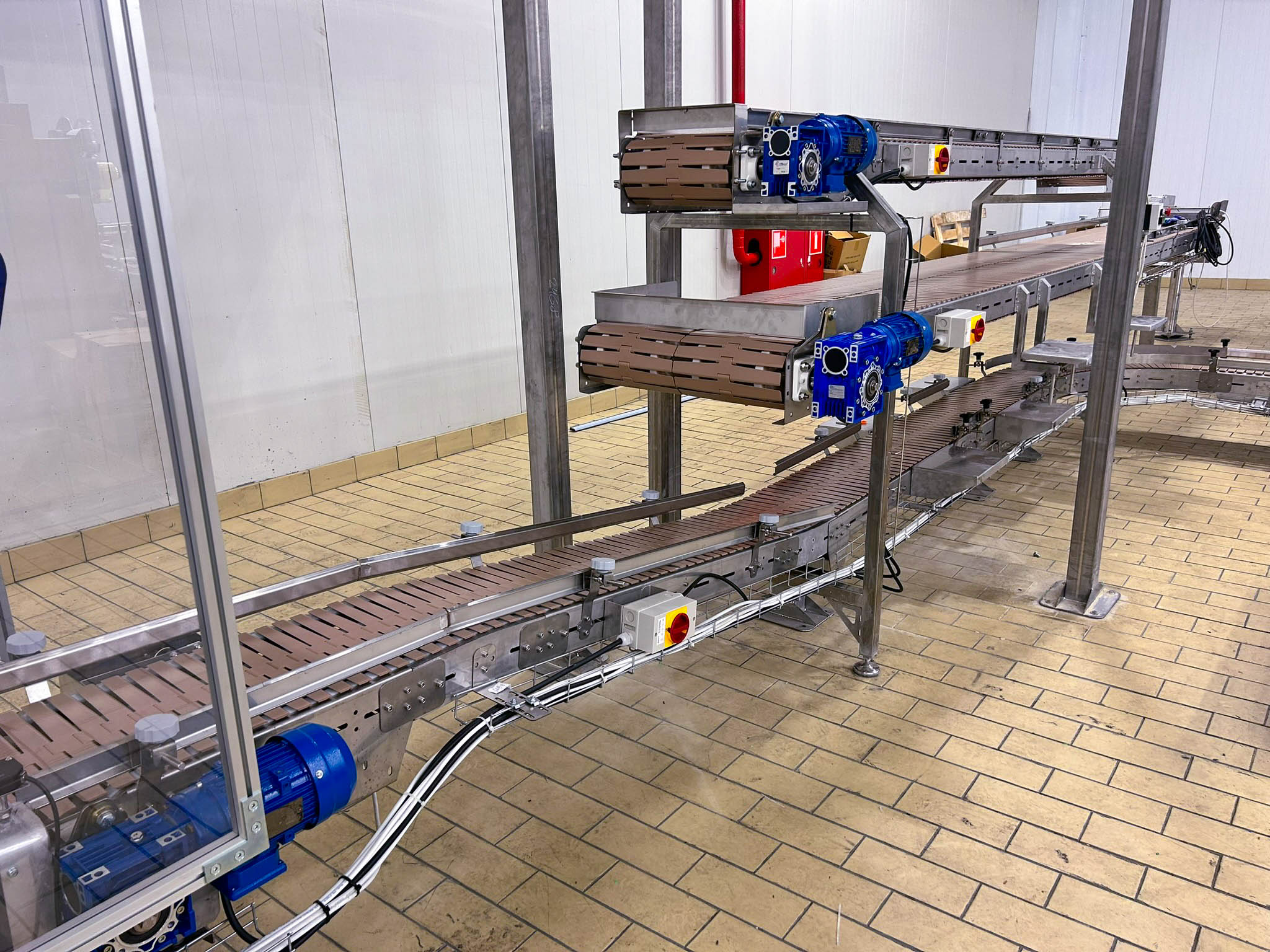
At the initial stage of solving the problem, KS SPBelt specialists together with the customer determined the optimal location of conveyor equipment. The section of the conveyor line for moving the packaged product was realized by overhead conveyors. This solution allowed efficient use of space both in the shop and in the gallery, which is critical for the organization of production.
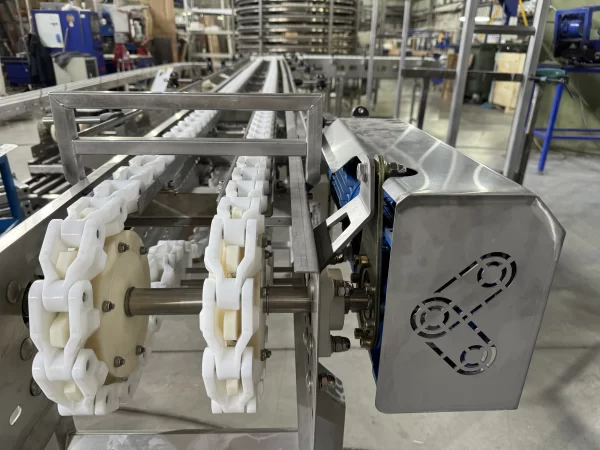
KS SPBelt designers developed a solution in the form of a modular design, which allows to quickly change the configuration and location of conveyors. This is especially relevant in conditions when the final location of the ice cream production equipment was not 100% known before the installation started.
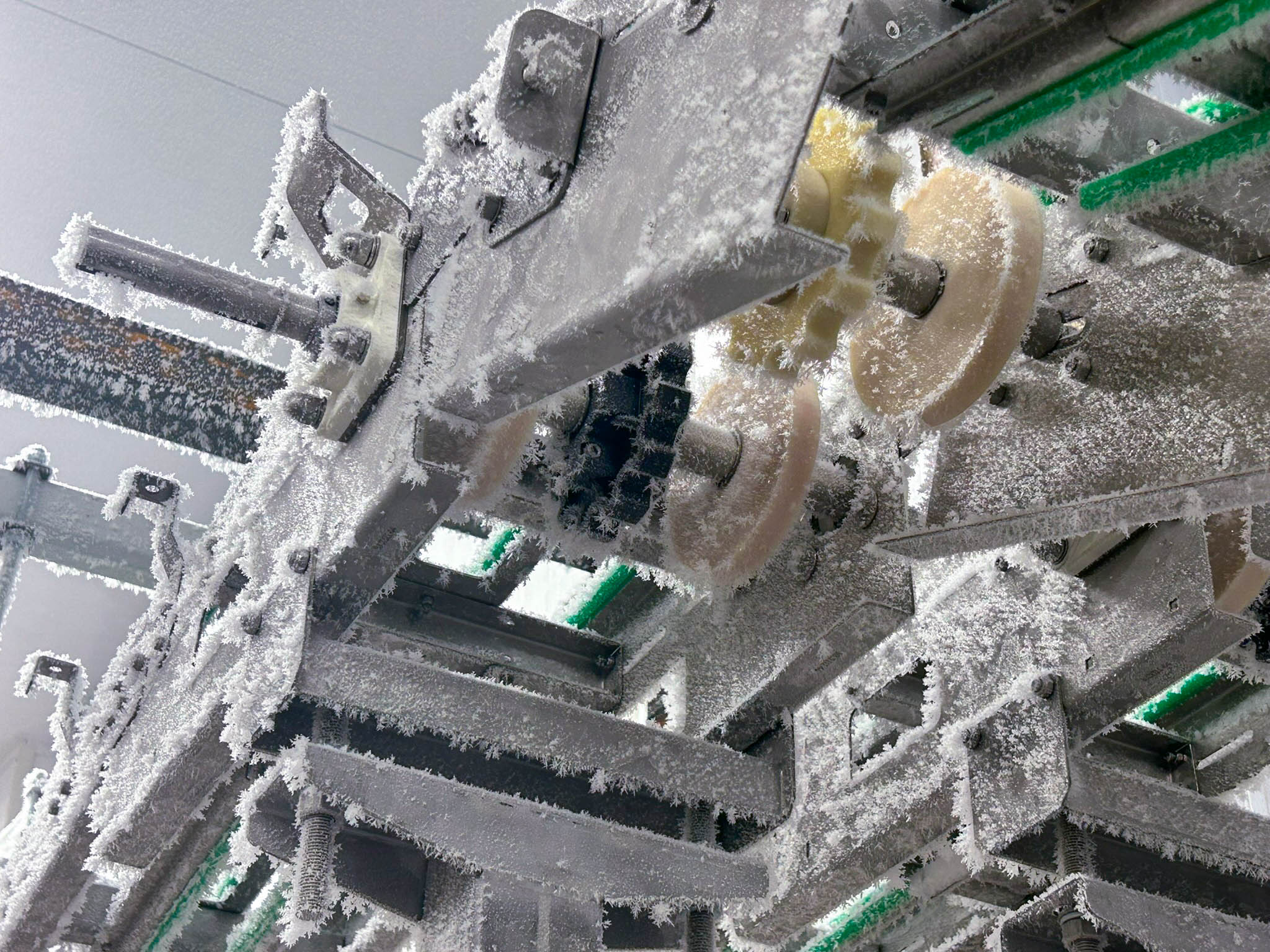
The conveyor line section, located in the packed ice cream storage room, operates in sub-zero temperatures of -25°C. This temperature is critical for preserving product quality, as it prevents the ice cream from melting. KS SPBelt equipment operates properly and stably at subzero temperatures.
The entire conveyor line is fully automated and jam sensors are installed along its entire length. These sensors play a key role in preventing emergency situations, which not only increases the safety of work, but also minimizes the risks of stopping the production process.
Result
The customer received the conveyor system on time, which ensured a stable and efficient production process. This is a step towards improving overall quality standards and production efficiency. A total of 73 units of conveyor equipment were manufactured and 1 km of slat chain was installed, which shows the scale of the realized project.